 |
 |
|
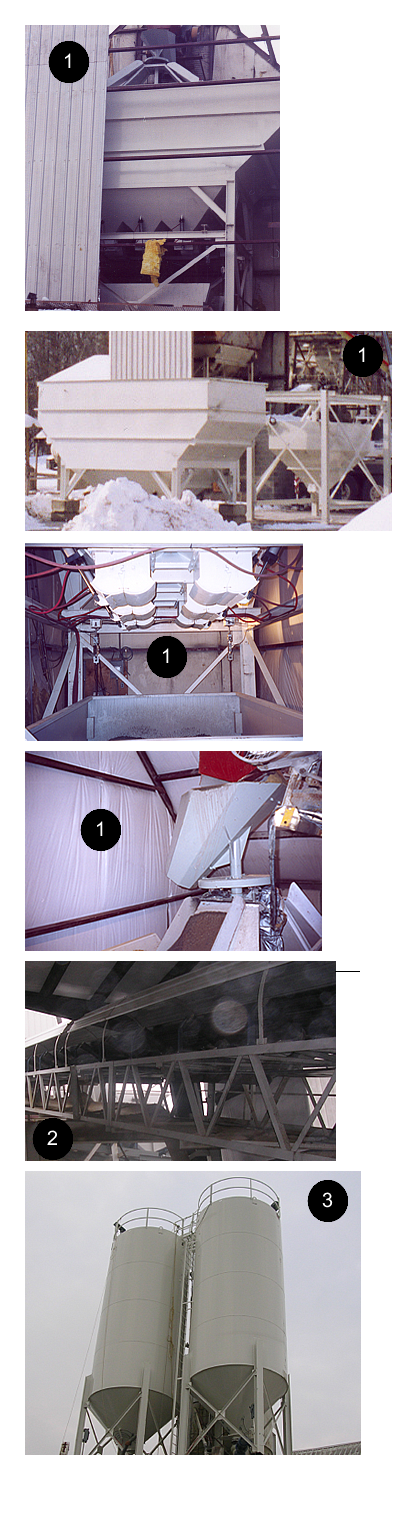
Aggregate Section & Aggregate Handling System
The aggregate section consists
of overhead aggregate storage and the aggregate weigh batcher.
Overhead aggregate storage can be designed in a vast array of optional
layout's that meet the producer's requirements for number of compartments
and storage capacity. The quantity and size of custom designed
overhead aggregate storage compartments allows for any concrete producer
to have a configuration that meets their specific needs. Overhead
aggregate bins can be supplied with replaceable abrasion resistant urethane
liners, material level indicators, moisture measuring and compensating
probes, and heating systems to accommodate cold weather concrete production.
The aggregate weigh batcher precisely weighs the aggregate materials
discharged from the overhead storage bins. Standard weigh batchers
include NTEP approved stainless steel load cells, a high speed inching
type discharge gate, pneumatic vibrator, and test weight hanging brackets.
Multiple and live bottom weigh batchers are available and all can be
supplied with abrasion resistant urethane liners.
Aggregate
feed systems can be designed in a variety of ways to facilitate
the transfer of ground storage to the overhead aggregate bins.
The
systems are designed based upon production requirements, site size and
topography, and budget. Some of the systems available include:
single feed conveyor with electric turnhead or shuttle conveyor, single
feed conveyors for each overhead compartment, radial stacking conveyors,
or a combination thereof. Various ground storage hopper configurations
can be customized for your particular application, including drive-over,
tunnel, and rail unloading systems. These systems can be completely
automated. Aggregate heating of ground storage is also available
for cold weather concrete production
|
 |
|
Batch
Transfer/Truck Charging Conveyor
The batch transfer conveyor
transfers the weighed aggregate materials from the aggregate weigh batch
to the mixer truck. Attached to the conveyor is an abrasion resistant
urethane lined truck charging hopper that facilitates controlled loading
into the truck. The batch transfer conveyor is sized to accommodate
your production requirements and truck loading characteristics.
|
 |
|
Cement
Section
The cement section consists
of bulk storage cementitious materials storage and the cement weigh
batcher. Bulk storage cementitious storage can be configured as
single units, multi-compartment, or multiple silo arrangements.
Individual and multi-compartment silo sizes range from 200 BBL's to
2,500 BBL's. Larger bolt-together units are also available.
Storage capacities can be tailored to your production requirements.
The cement weigh batcher provides precise weighing for the plants cementitious
materials. Standard components include NTEP approved stainless
steel load cells, pneumatic inching type discharge valve, aeration,
pneumatic vibrator, and test weight hanging brackets. Multiple cementitious
materials weigh batchers can be provided to increase throughput, prevent
cross-contamination, and preserve color sensitive end products.
|
Water,
Air, & Electrical Systems
Plant mounted water, air,
and electrical systems are supplied with all transit mix plants and
are sized according to your production requirements. Various configurations
for batch water include: water meter, water meter with holding
tank, and a water weigh batcher with holding tank. The air system
that powers the plant solenoid valves and actuators is supplied by an
air compressor that is appropriately sized for each plant. The
electrical system contains the pre-wired motor control panel, main disconnect,
and transformer for all primary and control devices; requiring a single
power source connection. The electrical system can be configured
to accommodate international voltage requirements and all interconnecting
primary and control wiring can be provided with pin and sleeve connections
to facilitate quick installation.
Batch
Plant Control
The control functions of
the batch plant can be operated via a manual push button panel or through
a computer
controlled automation system. A basic manual push button
panel requires the operator to manually control each function of the
batching process. A fully automated computer control system can
complete an entire batching cycle with the push of a single button.
Fully automated plants can be independently operated of the computer
system via a backup manual panel.
Contact
Us for more information about transit mix concrete batch plants.
|
© Copyright 2012 National Concrete
Corporation
|
